SEESAW 0010-236N
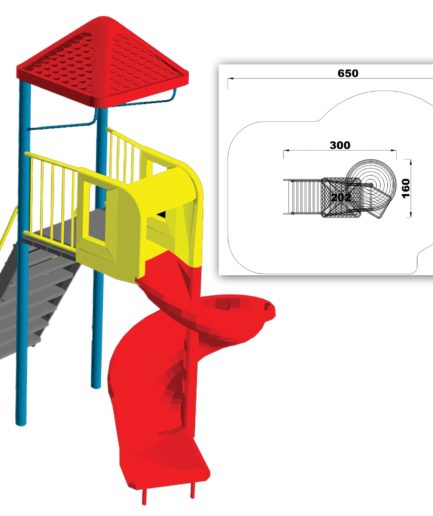
The wooden seesaw consists of a wooden beam of composite timber 9X9 cm wide and 300 cm long with two springs at the bottom.
9×1.8cm and 52cm cross sections have been removed from both ends of the beam. These two slots are fitted with 18mm thick birch plywood sections. These forms are adapted to the beam by means of 3 / 8X11 screws.
The handles – pedals made of metal pipe “Ø ½” and “P” shaped are fitted on the forms. Also customizes at the ends of the beam are the saw seats also made of 18 mm thick plywood.
In the center of the beam are mounted two sheets, one at the top and one at the bottom of the beam, each 80 cm in length, and two spring oscillators are fitted to it. The springs are secure Ø 25 mm with upper and lower spacers.
The seesaw also has an aluminum base mounted between the two springs.
BACKPACK BASES
For fixing the instrument to the ground, each pair has a pair of mounting bases.
The mounting bases are made of two galvanized metal plates and then painted with electrostatic paint, of a shape “P” and approximately 100x12x4 cm and 0.5 cm thick, which “hug” the column and are joined together by passing screws 5 / 8 ″ X15. At the bottom there is a metal flange to hold them in the concrete pit.
Only grounding irons, which hold the column at least 5 cm above the ground, are prevented to the ground in order to prevent the wood from being corroded by soil moisture.
TIMBER
The wood used is composite non-stick Swedish pine timber, in accordance with EN 351. It is manufactured with special compound (welding of wood) in different sections depending on the intended use.
COMPOSITE wood is 40% stronger than whole wood. It has a strength of 360 kp / m2 and a specific weight of about 480 kg / m3.
It contains about 15% moisture
Contains minimal juices (resin) compared to other pine family trees in other countries (weather in northern Sweden up to -25 ° C)
It has a thermal conductivity of s = 0.10 Kcal / Mho and sound insulation 3.5 times greater than concrete or bricks of equal thickness.
It has antimagnetic properties and is a poor conductor of electricity.
It is resistant to fire and is classified in categories F30 and F60 (by DIN 4120) according to its cross-section.
When the outer part of the cross-section burns, its interior protects and retains its strength.
It is processed just like commercial wood.
It retains its shape and distorts or creates minimal fractures.
Annual wood rings are usually perpendicular to the long side of the cross-section with a significant increase in the mechanical strength of this surface, if applied to floors.
All corners of the wood are planed with a radius of about 5 mm.
COLORED PLYWOOD BIRCH
The plywood elements required for our constructions are about 20 mm thick and are made of 1.5 mm thick timber sheets bonded to each other by pressure-sealing using non-toxic phenolic base resins. They are painted with water-soluble paints to which no seals, thinners or paints containing lead, chromium, cadmium or other heavy metals have been attached. The colors are also very resistant to adverse weather conditions.
The above plywood sheets are in accordance with EN 314-2. The quality of the plywood is such that no further processing is required before painting, such as, for example, stocking, and reliefs and themes can be engraved.
PLASTIC INFORMATION
The plastic components required to manufacture the equipment are highly resistant to UV radiation and adverse weather conditions. Preferred are recyclable materials such as polyethylene (PE) or polypropylene (PP). Specifically all screws protruding from the equipment over 5 mm are covered with polypropylene (PP) plastic plugs. They are also safe for the safety and health of children.
METALLIC ELEMENTS
The metallic elements used in the manufacture of the equipment (screws, joints, etc.) are made of metals either thermo-galvanized or electro-galvanized, where the surface preparation has been preceded by sandblasting or stainless steel. The dimensions and cross-sections of the metallic elements are sufficient to receive (with an appropriate safety factor) the loads for which they have been designed to withstand corrosion and adverse weather conditions.
PAINTS
The varnishes and colors that protect the wooden parts are specially designed for the climate of our country (temperature changes, open or closed areas etc.) are completely harmless to the users (they do not contain lead, chromium, cadmium and other heavy metals) ) and give great strength to our constructions.
For their anticorrosive protection, the metal parts of the mill are processed for polishing, followed by a coating of polyzinc (zinc) followed by a two-layer electrostatic powder coating.
PACKING
The following procedure is used for fixing the equipment:
At this point where the column is to be placed, an 80 cm deep pit is opened. about 60cm in diameter. Then, after the column is inserted, the pit is filled with frusto-concreted concrete until it reaches 10 cm. from the ground surface, where it is covered with soil.
Only ground irons, which hold each column at a distance of about 10 cm from the ground, are prevented on the ground in order to prevent the wood from being corroded by soil moisture.
All production work processes for the processing of raw materials are carried out according to:
EN 1176 standards 1-6,
The ISO 9001: 2015 quality system
The ISO 14001: 2015 Environmental Management System